
【导读】安装片状多层陶瓷电容器时,经常容易发生断裂,而且常常会出现的"扭曲裂纹"现象。本文主要讲解在安装多层陶瓷电容器时,怎样避免发生断裂的方法,以及为什么会出现"扭曲裂纹"现象。
多层陶瓷电容器的巧妙安装方法
将电容器焊接在电路板上之后的工序中,在操作过程中如果电路板发生弯曲,则会导致电容器断裂。为避免这种情况发生,将电容器安装在电路板弯曲部位的反方向上,会有比较好的效果。
电路板施压方向与零件安装方向
图1分别是针对电路板施压方向纵向和横向装配零件的例子。面对压力的方向,将零件进行横向安装,可减缓来自电路板的压力。

图1 电路板施压方向与零件装配朝向
通过抗电路板弯曲试验,将图1中①、②的评价结果如图2所示。可知通过装配在②方向上,电路板弯曲耐性增高,不易对零件施加压力。
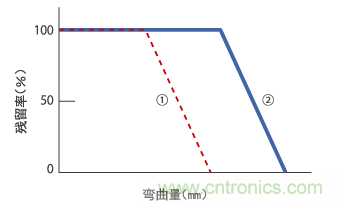
图2 零件安装方向与残留率之间的关系
电路板裂口附近的电容器安装
电路板裂口或电路板切口处,是生产工序中最容易导致电路板施压的环节。例如,电路板裂口附近如图3装配零件时,如果以B、D<C<A的顺序装配则容易受到压力。

图3 电路板裂口附近的零件安装实例
那么,我们看一下有无缺口时电路板的变形程度。
有无缺口时,电路板弯曲有何不同呢?FEM解析结果如图4、图5所示。
设想在模型图中所示位置装配零件的情况。(电路板1.6mm厚的FR4)
图4为没有缺口的情况。电路板的压力大,在电路板装配位置会产生红色~黄色拉伸应力,电容器存在发生开裂的危险。
另一方面,图5是有缺口的情况,可知装配零件的位置为绿色,电路板几乎没有产生弯曲。施加在零件上的压力能够控制在相当小的范围,所以是避免电容器开裂的有效方法。
综上所述,通过电路板缺口缓解压力,为此与缺口边线平行配置零件朝向(图3中D)最有效。此外,无法改变零件朝向时,为使电路板不易发生变形,建议设置缺口为好(图3中B)。

图4 无缺口模型与弯曲分布

图5 有缺口模型与弯曲分布
[page]多层陶瓷电容器"扭曲裂纹"现象产生的原因和预防方法
多层陶瓷电容器(以下简称贴片)。这里主要介绍一下该贴片常常会出现的"扭曲裂纹"现象。
正确使用贴片的话完全不会产生裂纹(裂缝)。但是,由于这种贴片与碗和器皿一样都是陶瓷烧制成的,如果施加过大的机械力,就会产生裂纹(裂缝)。因此,这里我来为大家讲述扭曲裂纹的产生原理以及防止扭曲裂纹产生的方法。
1、什么是扭曲裂纹?
首先,我们来看一下图6中扭曲裂纹的形态。扭曲裂纹是指因扭曲而产生的裂纹(裂缝)。扭曲裂纹从贴片外面看很难被发现。因此,我们把贴片如下图一样切开,来观察截面的图像。
从中,我们可以发现扭曲裂纹的特征是从外部电极的一端向对角线方向产生了裂纹。

图6 裂纹的代表性实例
2、扭曲裂纹的产生原理
为什么会产生扭曲裂纹呢?这是由于贴片是焊接在电路板上的。对电路板施加过大的机械力、使得电路板弯曲或老化,从而产生了扭曲裂纹。将电路板翻转过来,就会看到下列情况。
如图7所示,电路板上面被拉伸,下面被收缩。由于上面的拉伸,铜焊盘就会向左右移动。

图7 电路板变形及应力图
随着焊盘的移动,焊锡也会移动或产生变形。焊锡变形后,贴片的外部电极就会移动和变形,拉伸应力就会集中在贴片的外部电极的一端。
当该拉伸应力大于贴片电介质的强度时,就会出现裂纹。

图8 扭曲裂纹产生的原理
3、扭曲裂纹产生的影响
扭 曲裂纹从下面的外部电极的一端延伸到上面的外部电极的话,容量就会下降,使得电路呈现出开路状态(开放)。因此,即使裂纹不是十分严重,如果到达贴片内部 电极,焊剂中的有机酸和湿气会通过裂纹的缝隙侵入,导致绝缘电阻性能降低。另外,电压负荷会变高,电流的流量过大时,最糟糕的情况会导致短路。
一旦出现了扭曲裂纹,是很难从外面将其去除的,因此为了防止裂纹的产生,应当控制不要施加过大的机械力。
4、什么是扭曲量?
为了避免扭曲裂纹的产生,最好不要在生产产品的现场施加过大的机械力。那么有什么方法可以使得过度施加的机械力变得可视化?。其中一种有效的方法就是测量扭曲量。下面,先来介绍一下什么是扭曲量。
扭曲是指,在物体上施加负重时单位长度的变化量。
此时的拉伸比率就是扭曲量。
ε=ΔL/L ε:扭曲量;L:施加力之前的长度;ΔL:变形长度
例如,1000mm的棒经过左右拉伸后,变成1001mm时,1mm/1000mm=0.001ST=1000μST。
5、如何防止扭曲裂纹的产生?
为 防止扭曲裂纹的产生,我们需要从电路板设计和工序管理这两方面采取对策。首先,介绍一下工序管理方面的对策。先测量一下之前介绍过的扭曲量,然后在工序中 进行扭曲量的管理。我们来设置一下标准扭曲量。如果设置值过小,则需要严格管理。如果设置值过大,则会产生扭曲裂纹。一般的设置值是:生产关乎生命安全产 品的客户多以500μST为标准,生产普通消费产品的客户多以1000μST为标准。即使是扭曲程度相同的电路板,元器件的应力会因使用的电路板类型和厚度的不同而不同,因此,客户应该按照经验判断制定的标准。
下面测量各个工序中的扭曲量。本公司通过过去调查的项目,总结出了哪些作业工序会产生扭曲裂纹。最重要的是管理工序。

表1 安装作业及扭曲裂纹产生的可能性
关于超过设置标准的工序,可通过改良设备、改善作业等来控制扭曲量。
设计方面的主要预防措施
1.电路板端、螺丝孔、连接器的距离(例如,设置10mm以上等等合理的距离。)
2.配置(一般来讲,分割线最好设置成平行。像电路板角以及L字型的电路板中弯折的部分等等,容易集中应力的地方最好不要配置贴片。)
3.分割线的选择(设置成线比穿孔要好)
4.焊盘的宽度(C的尺寸最好小于贴片的W(宽度))
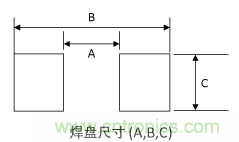
图10 焊盘尺寸
5.配置设计模式(为防止印刷电路板因回流而变形,最好设计成铜箔模式)
6.采用树脂外部电极产品(考虑到扭曲较大的时候,可以采用树脂外部电极产品。)
以上等等。

