
电阻的中心议题:
- 常用电阻的好坏检测
- 常见电阻失效的分析
- 电阻失效经典案例分析
相关性阅读:
【CLASS 1】电阻选型与应用知识系列大讲台—电阻基础知识大搜罗
http://www.cntronics.com/art/artinfo/id/80010906?page=1
【CLASS 2】电阻选型与应用知识系列大讲台—电阻检测与失效分析
http://www.cntronics.com/art/artinfo/id/80011025
【CLASS 3】电阻选型与应用知识系列大讲台—电阻的基本选型原则及案例分析
http://www.cntronics.com/art/artinfo/id/80011142
【CLASS 4】电阻选型与应用知识系列大讲台—电阻的应用(1)
http://www.cntronics.com/art/artinfo/id/80011295
【CLASS 5】电阻选型与应用知识系列大讲台—电阻的应用(2)
http://www.cntronics.com/art/artinfo/id/80011670
在制造业中,按照设计图纸在装配系统的时候往往会遇到零部件损坏了,或者失效了,从而降低了系统的生产效率。电阻虽小,但是作用不容忽视,如何判断一个电阻有没有存在问题,在电路设计中至关重要,往往会关系到系统的稳定性。本讲将从电阻的检测和失效分析谈起,下一讲将在此基础上对电阻的选型进行探讨,与广大工程师朋友分享相关的技术和知识。
8大标准,检测电阻好还是坏
在实际的电子制造或者是电子设备的维修中,往往需要对电路中的各种元器件进行检测,发现系统中存在的问题,对系统进行优化。在封装形式和材质的组合下,电阻呈现出多样性,如何在成千上万的电阻中发现存在问题的电阻?下面将讲解常用电阻的检测方法,用以区别电阻的好坏。
1. 固定电阻器的检测
A、将两表笔(不分正负)分别与电阻的两端引脚相接即可测出电阻值。为了提高测量精度,应根据被测电阻标称值的大小来选择量程。由于欧姆挡刻度的非线性关系,它的中间一段分度较为精细,因此应使指针指示值尽可能落到刻度的中段位置,即全刻度起始的20%~80%弧度范围内,以使测量更准确。根据电阻误差等级不同。读数与标称阻值 分别允许有±5%、±10%或±20%的误差。如不相符,超出误差范围,则说明该电阻值变值了。
B、注意:测试时,特别是在测几十kΩ以上阻值的电阻时,手不要触及表笔和电阻的导电部分;被检测的电阻从电路中焊下来,至少要焊开一个头,以免电路中的其他元件对测试产生影响,造成测量误差;色环电阻的阻值虽然能以色环标志来确定,但在使用时最好还是用万用表测试一下其实际阻值。
2. 水泥电阻的检测
检测水泥电阻的方法及注意事项与检测普通固定电阻完全相同。
3. 熔断电阻器的检测
在电路中,当熔断电阻器熔断开路后,可根据经验作出判断:若发现熔断电阻器表面发黑或烧焦,可断定是其负荷过重,通过它的电流超过额定值很多倍所致;如果其表面无任何痕迹而开路,则表明流过的电流刚好等于或稍大于其额定熔断值。表面无任何痕迹的熔断电阻器好坏的判断,可借助万用表R×1挡来测量,为保证测量准确,应将熔断电阻器一端从电路上焊下。若测得的阻值为无穷大,则说明此熔断电阻器已失效开路,若测得的阻值与标称值相差甚远,表明电阻变值,也不宜再使用。在维修实践中发现,也有少数熔断电阻器在电路中被击穿短路的现象,检测时也应予以注意。
4. 电位器的检测
检查电位器时,首先要转动旋柄,看看旋柄转动是否平滑,开关是否灵活,开关通、断时“喀哒”声是否清脆,并听一听电位器内部接触点和电阻体摩擦的声音,如有“沙沙”声,说明质量不好。用万用表测试时,先根据被测电位器阻值的大小,选择好万用表的合适电阻挡位,然后可按下述方法进行检测。
A、用万用表的欧姆挡测“1”、“2”两端,其读数应为电位器的标称阻值,如万用表的指针不动或阻值相差很多,则表明该电位器已损坏。
B、检测电位器的活动臂与电阻片的接触是否良好。用万用表的欧姆档测“1”、“2”(或“2”、“3”)两端,将电位器的转轴按逆时针方向旋至接近“关”的位置,这时电阻值越小越好。再顺时针慢慢旋转轴柄,电阻值应逐渐增大,表头中的指针应平稳移动。当轴柄旋至极端位置“3”时,阻值应接近电位器的标称值。如万用表的指针在电位器的轴柄转动过程中有跳动现象,说明活动触点有接触不良的故障。
5. 正温度系数热敏电阻(PTC)的检测
检测时,用万用表R×1挡,具体可分两步操作:
A、常温检测(室内温度接近25℃):将两表笔接触PTC热敏电阻的两引脚测出其实际阻值,并与标称阻值相对比,二者相差在±2Ω内即为正常。 8ttt8阻值若与标称阻值相差过大,则说明其性能不良或已损坏。
B、加温检测:在常温测试正常的基础上, 进行第二步测试—加温检测,将一热源(例如电烙铁)靠近PTC热敏电阻对其加热,同时用万用表监测其电阻值是否随温度的升高而增大,如是,说明热敏电阻正常,若阻值无变化,说明其性能变劣,不能继续使用。注意不要使热源与PTC热敏电阻靠得过近或直接接触热敏电阻,以防止将其烫坏。
6. 负温度系数热敏电阻(NTC)的检测
(1) 测量标称电阻值Rt用万用表测量NTC热敏电阻的方法与测量普通固定电阻的方法相同,即根据NTC热敏电阻的标称阻值选择合适的电阻挡可直接测出Rt的实际值。但因NTC热敏电阻对温度很敏感,故测试时应注意以下几点:
A、Rt是生产厂家在环境温度为25℃时所测得的,所以用万用表测量Rt时,亦应在环境温度接近25℃ 时进行,以保证测试的可信度。
B、测量功率不得超过规定值,以免电流热效应引起测量误差。
C、注意正确操作。测试时,不要用手捏住热敏电阻体,以防止人体温度对测试产生影响。
(2) 估测温度系数αt先在室温t1下测得电阻值Rt1,再用电烙铁作热源,靠近热敏电阻Rt,测出电阻值RT2,同时用温度计测出此时热敏电阻RT表面的平均温度t2再进行计算。
[page]
7. 压敏电阻的检测
用万用表的R×1k挡测量压敏电阻两引脚 的正、反向绝缘电阻,均为无穷大,否则,说明漏电流大。若所测电阻很小,说明压敏电阻已损坏,不能使用。
8. 光敏电阻的检测
A、用一黑纸片将光敏电阻的透光窗口遮住,此时万用表的指针基本保持不动,阻值接近无穷大。此值越大说明光敏电阻性能越好。若此值很小或接近为零,说明光敏电阻已烧穿损坏,不能再继续使用。
B、将一光源对准光敏电阻的透光窗口,此时万用表的指针应有较大幅度的摆动,阻值明显减小。此值越小说明光敏电阻性能越好。若此值很大甚至无穷大,表明光敏电阻内部开路损坏,也不能再继续使用。
C、将光敏电阻透光窗口对准入射光线,用小黑纸片在光敏电阻的遮光窗上部晃动,使其间断受光,此时万用表指针应随黑纸片的晃动而左右摆动。如果万用表指针始终停在某一位置不随纸片晃动而摆动,说明光敏电阻的光敏材料已经损坏。
电阻的失效,是开路还是对焊?
电子系统经过了检测,但是实际出厂的时候却不能使用,或者在出厂时是正常的,在用户使用的过程中也是正常的,可是有一天你发现正常的系统变的不稳定,或者已经不能工作了。这又是什么原因?或许这一切都是因为系统中的一个不起眼的角色在发生“动乱”——电阻失效了!失效的电阻阻值发生变化,甚至出现了开路现象,为什么会这样呢?下面对3种常见的电阻失效机理进行分析探讨。
1、开路失效分析
A、电阻断裂开路
电阻断裂开路多发生在片式厚膜电阻器上,究其原因,是因为电极的银层断裂而引起的。其断裂是由于焊接时,在Pb-Sn焊料边缘的面电极Ag大量熔于焊料中,形成边缘的Ag层空洞,在长期工作过程Ag的迁移和腐蚀造成空洞的扩大甚至断开而导致电子开路。
B、电解腐蚀开路
电解腐蚀开路多发生在氧化膜电阻器上,其失效原因是电阻器镍铬膜在水汽和直流电场作用下,发生电解腐蚀开路,包封料中有少量的K+、Cl-加速了电解腐蚀的发生。
其失效的过程是这样形成的:电阻器在潮湿环境工作时,水份透过包封材料吸附在导电膜或刻槽表面,在直流电场作用下会在导电膜有缺陷的地方首先产生电解腐蚀。在电场作用下,水会发生电解成氢和氢氧根离子,氢氧根负离子在电场作用下趋向电阻器施加电压的正极(或高电位),分别与导电膜中的铬和镍产生反应,生成三氧化二铬和氧化镍,沉积在电阻器施加电压正极端附近的刻槽表面导致导电膜的电解腐蚀。随着导电膜中的部分镍和铬被氧化,使得该部分电阻继续增大,温度升高,电化学反应进一步加剧,直至将该部分腐蚀断裂,最后导致电阻器开路。电阻器陶瓷基体或者包封材料中如果含有K+、Cl-,均极易溶于水中,会降低水膜的电阻率,使电解腐蚀加剧。
开路失效经典案例:
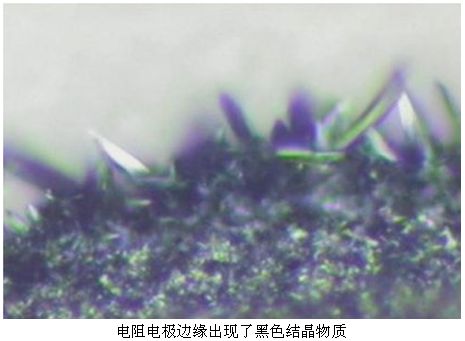
有一批现场仪表在某化工厂使用一年后,仪表纷纷出现故障。经分析发现仪表中使用的厚膜贴片电阻阻值变大,甚至变成开路了。把失效的电阻放到显微镜下观察,可以发现电阻电极边缘出现了黑色结晶物质,进一步分析成分发现,黑色物质是硫化银晶体。原来电阻被来自空气中的硫给腐蚀了!
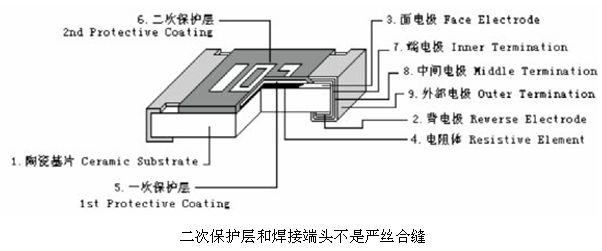
据研究人员分析,电阻失效是由于电阻表面的二次保护层和焊接端头不是严丝合缝,导致面电极部分暴露在空气中。因此当空气中含有大量硫化气体时,银被硫化物反应成硫化银。由于硫化银不导电,所以随着电阻被硫化,电阻值逐渐增大,直至最终成为开路。
更加详细的内容可以浏览:
http://www.cntronics.com/club/space.php?uid=107184&do=blog&id=13579
2、电阻对焊失效分析
定义:电阻对焊是将两工件端面始终压紧,利用电阻热将工件母材加热至塑性状态,然后迅速施加顶锻压力(或不加顶锻压力只保持焊接压力)完成焊接的方法,电阻对焊时的接触电阻取决于接触面的表面状态、温度及压力,对其进行分析可从裂纹断面外观形貌、断面金相组织、零件硬度测试、材料化学成分、焊接工艺参数这五个方面着手分析。
电阻对焊失效经典案例:
某公司生产的某汽车零件材质为70钢丝,直径为4.0mm,通过全自动电阻对焊机对焊成环形,对焊工艺流程:线材弯曲-切断-对焊-回火-修磨焊缝-敲击试验-涨紧试验-浸油。焊接修磨后发现部分零件存在肉眼可见的细小裂纹,于是对部件进行试验、分析,发现引起本次电阻失效的主要原因是零件的焊缝区出现了裂纹。以下是电阻对焊失效分析的发现过程:
1、 裂纹断面外观形貌
将产生裂纹的零件从裂纹处扳断,用体视镜观察裂纹断面形貌,断面有一部分出现锈蚀,从颜色上看不出退火后应有的颜色,初步推断是焊接不完全,且断面较粗糙晶粒粗大。
2、 断面金相组织
将零件切割制样后用金相显微镜观察断面处金相组织,发现内部有残留氧化物及贝氏体状组织。
3、 零件硬度测试
取有裂纹产品及无裂纹产品各1件分别进行硬度测试,以确认有裂纹产品的硬度是否异常。
4、 材料化学成分
对有无裂纹产品的化学成分用光谱分析仪进行检测,确认化学成分是否有异常。
5、 焊接工艺参数分析
对焊接时的部分工艺参数进行了分析。
测试结果及其失效分析:
宏观形貌观察:零件焊接区域内的毛刺都很小,且外圈侧几乎没有毛刺,则可初步判定焊接时接触面不平整,焊接时加热不均匀,挤出压力小而导致无法充分将杂质及氧化物挤出。
微观形貌观察:从金相组织分析看,内部残留氧化物未被完全挤出,可能是因为电极夹持力小,且接触面不平整,无法充分将电极或钢丝上残留的污垢及杂质挤出,从而产生裂纹。组织中存在贝氏体组织,可能是由于退火温度不足导致金相组织在相变过程中出现异常。
详细的内容可以浏览:http://www.cntronics.com/bbs/viewthread.php?tid=119408&extra=page%3D1&frombbs=1
第三讲预告:
第三讲将在电阻检测、失效分析之后,进行选型讨论,并通过选型实例巩固加深对知识的理解,帮助工程师快速设计产品。

