
【导读】出现在20世纪70年代的表面贴装技术SMT,是指在印制电路板焊盘上印刷、涂布焊锡膏,并将表面贴装元器件准确的贴放到涂有焊锡膏的焊盘上,按照特定的回流温度曲线加热电路板,让焊锡膏熔化,其合金成分冷却凝固后在元器件与印制电路板之间形成焊点而实现冶金连接的技术。



锡膏是一种灰色膏体,是伴随着SMT应运而生的一种新型焊接材料,是由焊锡粉、助焊剂以及其它的表面活性剂、触变剂等加以混合,形成的 膏状混合物。在常温下,焊膏可将电子元器件初粘在既定位置,当被加热到一定温度时﹐随着溶剂和部分添加剂的挥发,合金粉的熔化,使被焊元器件和焊盘连在一起,冷却形成永久连接的焊点。对焊膏的要求是具有多种涂布方式,特别具有良好的印刷性能和再流焊性能,并在贮存时具有稳定性。

主要用于SMT行业PCB表面电阻、电容、IC等电子元器件的焊接。通俗的说,锡膏是一种用于连接零件电极与线路板焊盘的物料,该物料是主要成份为锡的合金,固化后可以起到导通零件电极与PCB的作用。
SMT全自动锡膏印刷工藝技術詳細介紹:
全自动锡膏印刷机至关重要:
solder paster也称焊锡膏,灰色或灰白色膏体,比重界乎:7.2-8.5。一般为五百克密封瓶装,也有特别定做的如针铜包装或一公斤包装,与传统焊锡膏相比,多了金属成分。于零到十度间低温保存(五至七度最佳),日前也有常温保存锡膏面市,效果仍不甚理想。
所谓的Reflow回流焊接,在表面贴装工艺(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回流焊炉、表面黏著SMT回流焊、SMT迴流焊炉等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
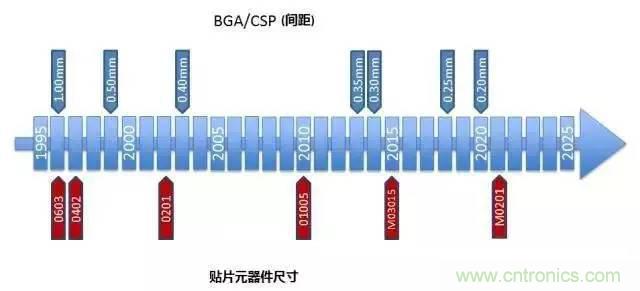
下图是SMT元器件的发展历程以及展望未来的发展趋势。目前英制01005贴片器件和0.4 pitch的BGA/CSP 在SMT生产中运用比较普遍。公制03015贴片器件也有少部分在生产中运用,而公制0201贴片器件目前还只是在试产阶段,预计未来几年会逐渐在生产中运用。
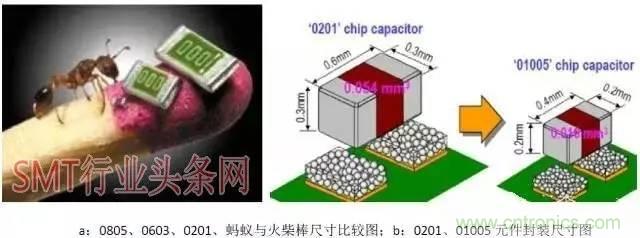
0201及01005元件引入的主要问题是尺寸小、工艺窗口小。0201约为0402尺寸的四分之一,而01005又为0201尺寸的四分之一(见下图)。
0201/01005的装配工艺涉及PCB焊盘要求、钢网设计、锡膏、锡膏印刷工艺、贴片控制、回流焊参数等诸多因素。
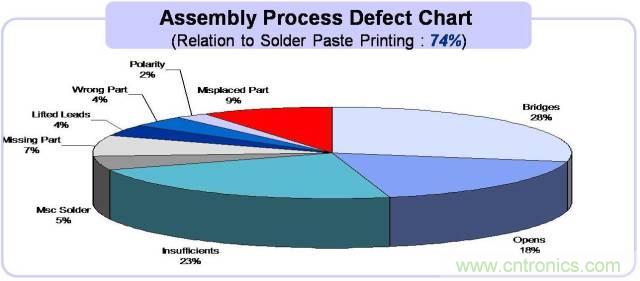
越来越小的元器件,对我们生产的工艺也将会越来越难,一次直通率的提升成了SMT工艺工程师的主要攻克目标好任务。一般来说SMT行业60%以上的不良都和锡膏印刷有关,锡膏印刷是SMT生产中的一道关键工序。解决了锡膏印刷的问题,就相当于解决了整个SMT工序中大半的工艺问题。
一、锡膏与印刷工艺技术及不良分析:
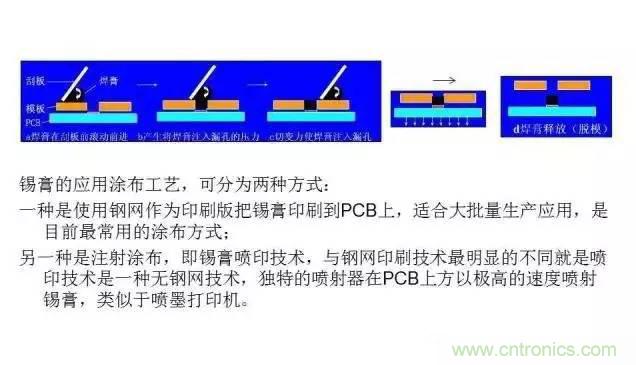
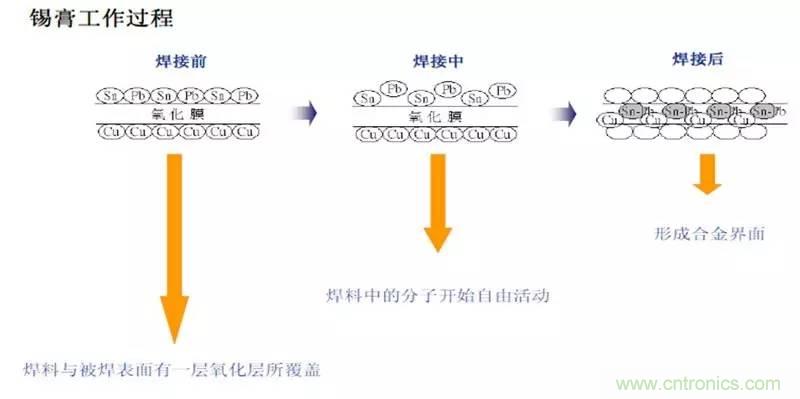
1.锡膏工作过程
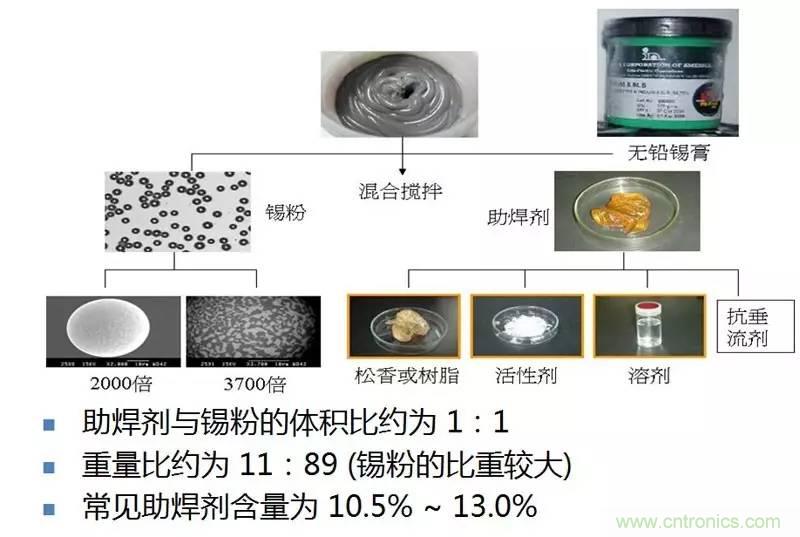
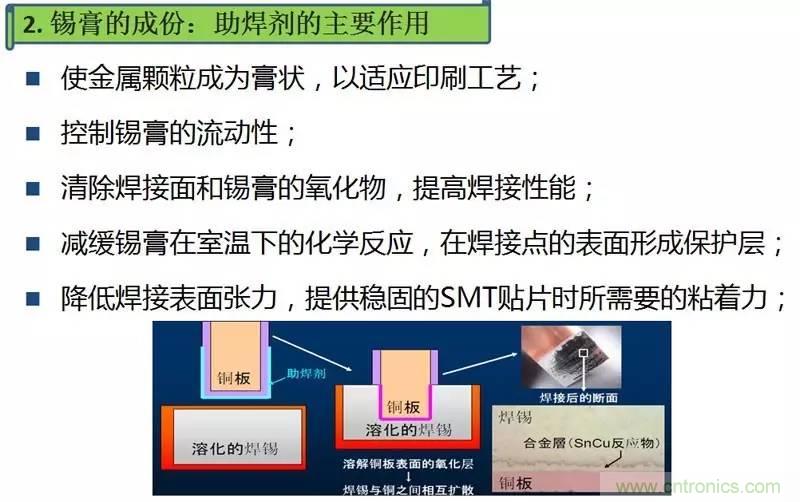
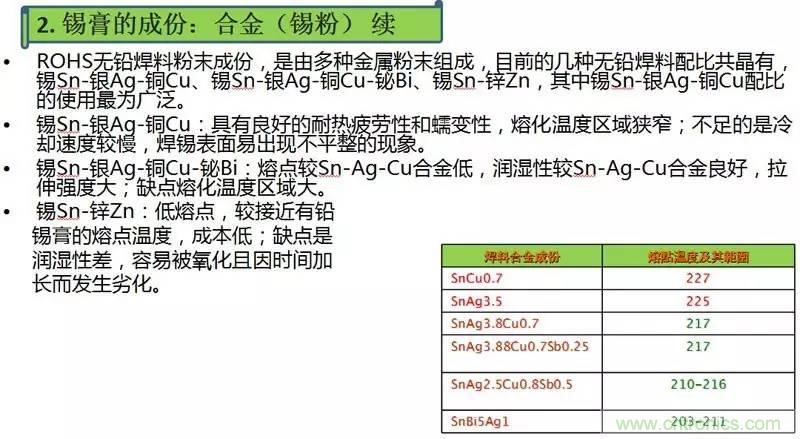
2. 锡膏的成份:
锡膏粉体规格与型号
规格与参数

规格型号




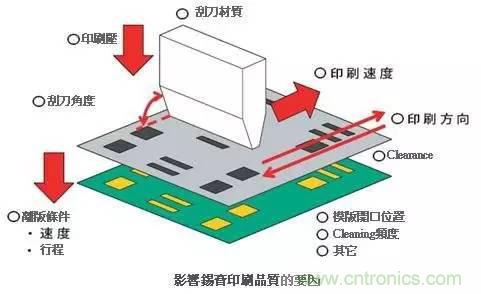
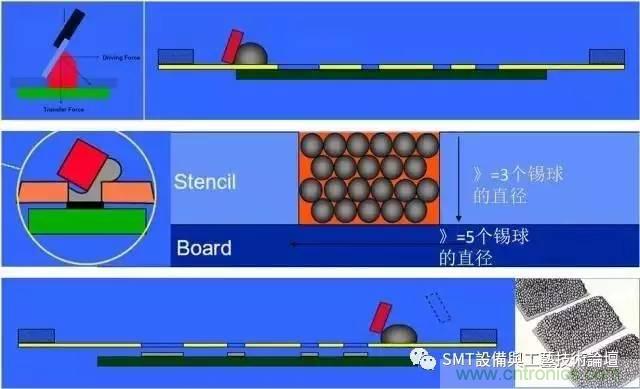
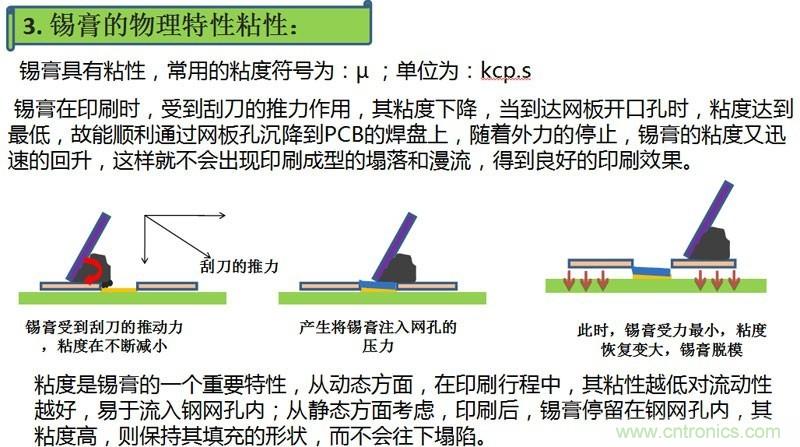
锡膏的印刷原理:
印刷是一个建立在流体力学下的制程,它可多次重复地保持,将定量的物料(锡膏或红胶)涂覆在PCB的表面,一般来讲,印刷制程是非常简单的,PCB的上面与钢网保持一定距离(非接触式)或完全贴住(接触式),锡膏或红胶在刮刀的作用下流过钢网的表面,并将其上的切口填满,于是锡膏或红胶便贴在PCB的表面,最后,钢网与PCB分离,于是便留下由锡膏或红胶组成的图像在PCB上.
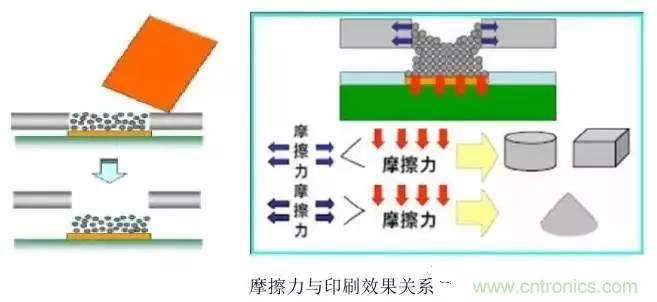
印刷参数与锡膏颗粒直径、钢网开口设计一样,对于锡膏印刷都起着非常重要的作用,它们是决定印刷效果的三个主要因素。在印刷过程中,上述三个因素都将转化为“摩擦力”,对印刷效果产生影响。而“摩擦力=锡膏粘度*接触面积”,当锡膏的粘度一定时,摩擦力的大小由接触面积决定。锡膏与网孔内壁接触形成向上的摩擦力,对印刷效果起反作用;锡膏与焊盘接触形成向下的摩擦力,对印刷效果有利。当向上的摩擦力大于向下的摩擦力时,印刷效果差,往往出现拉尖或少锡的现象。反之,当向上的摩擦力小于向下的摩擦力时,印刷效果较好(如图下所示)。
锡膏印刷过程中,锡膏的粘度并不是一成不变的。随着时间延长,钢网上的锡膏会由于吸收空气中水汽或助焊剂的挥发而造成锡膏粘度变化进而影响印刷效果。除了可以通过适时添加新锡膏改善外,还可以通过下述调整方式来改善锡膏粘度:
①锡膏粘度随温度降低而增大,随温度升高而减小。一般要求控制在25±2.5℃。
②锡膏粘度与其运动的角速度成反比。
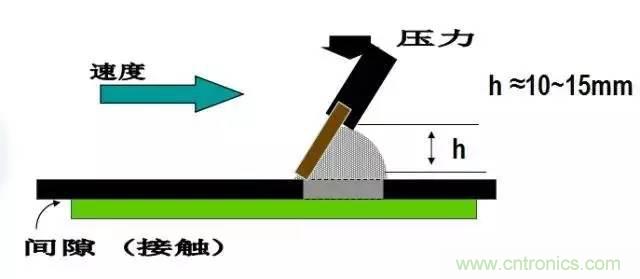
③锡膏在钢网上印刷时的截面直径越大,粘度越大;但同时锡膏暴露在空气中时间过长会使其品质劣化,一般都采用10-15mm锡膏滚动直径。
④刮刀角度也可以影响到锡膏的粘度,角度越大,粘度越大,一般采用45°或60°两种。
⑤印刷速度越大,锡膏粘度越小。



钢网类型
重要的印刷品质变量包括模板孔壁的精度和光洁度。保存模板宽度与厚度的适当的纵横比(aspect ratio)是重要的。推荐的纵横比为1.5。这对防止模板阻塞是重要。一般,如果纵横比小于1.5,锡膏会保留在开孔内。除了纵横比之外,如IPC-7525《模板设计指南》所推荐的,还要有大于0.66的面积比(焊盘面积除以孔壁面积)。IPC-7525可作为模板设计的一个良好开端。
2.1 钢网加工方式
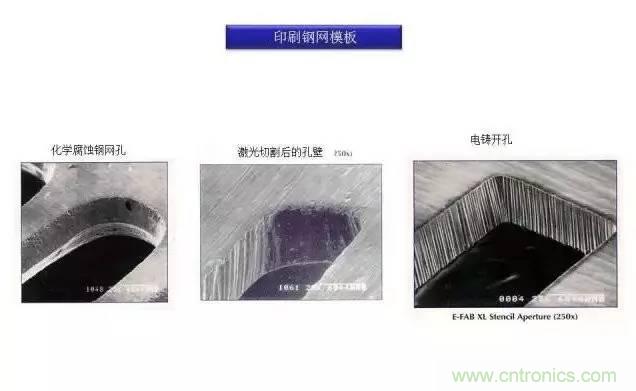
有实验表明,同等条件下,电铸钢网印刷的锡膏量较激光切割的多。电铸孔焊膏释放量接近85%,而激光孔的释放量则在70%-75%之间。不仅如此,前者体积偏差也更小。实验还发现,使用激光切割钢网的0201装配,其过程缺陷总数较电铸的多。
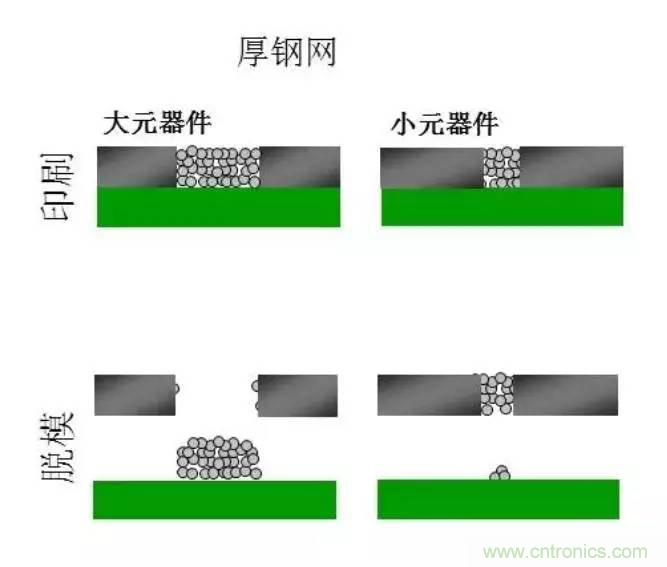
2.2 钢网厚度
钢网厚度主要与面积比有关,即影响锡膏通过量。对0201元件而言,一般使用钢网厚度为4-6mil,一般选用4mil或5mil居多。实际过程中,钢网厚度应结合元件特性、布局、开孔设计方式而定,以达到合适的面积比。
新型低温锡膏(Low Temperature Solder,简称LTS)焊接工艺,这是一种创新性的表面焊接技术,能够有效减少电子产品制造过程中的热量、能耗与碳排放,同时可进一步降低企业生产成本。
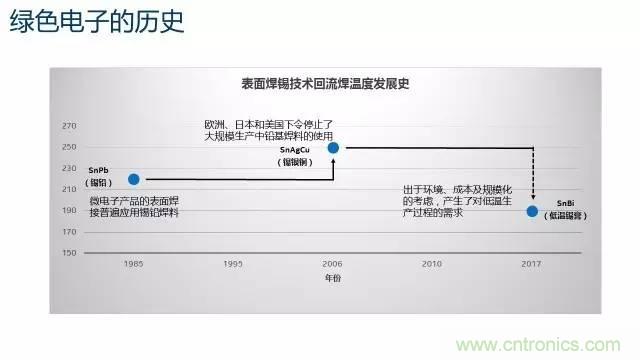
这项工艺的一大杀手锏是,原件焊接最高温度只有180摄氏度左右,比传统方法降低了大约70度,直接缓解了电子产品制造过程中的高热量、高能耗问题。整个测试和验证过程使用低温焊料,利用现有回流焊设备,在降低生产成本的同时成功实施新工艺。
这项工艺也能显著减少碳排放,并提高设备可靠性。联想计划2017年在8条SMT生产线实施新型低温锡膏焊接工艺,预计可减少35%碳排放。截至2018年底,联想将有33条SMT生产线(每条生产线配备两部焊接炉)采用新工艺,预计每年可减少5,956吨CO2排放,相当于670,170加仑汽油燃烧产生的二氧化碳排放量。新工艺在“烘烤”过程中减少了热应力,进一步提高了设备可靠性。在早期部署阶段,联想发现制造过程中印刷电路板翘曲率降低了50%,每百万零件的缺陷率也有所减少。
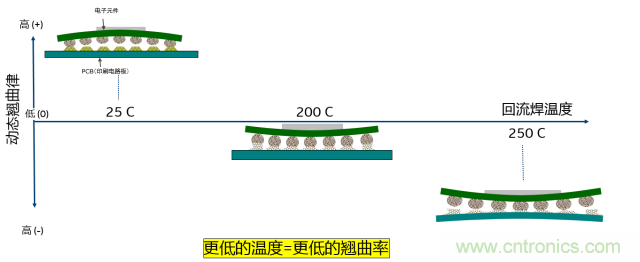
低温锡膏焊接的峰值温度由250°C降至180°C左右,并将印刷电路板翘曲率降低了50%以上
新型低温锡膏焊接工艺可广泛应用于所有涉及印刷电路板的电子行业制造流程,更为产品集成化拓展了更大的设计自由度和想象空间。
有研究表明,印数速度、脱模速度、印刷速度和脱模速度的交互作用是影响0201贴装的显著因子,且较低的印数速度与脱模速度可以降低0201元件的贴装不良率。


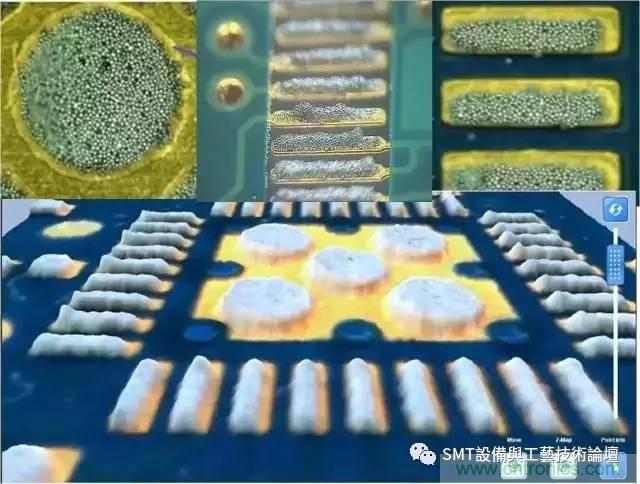
在线3D-SPI锡膏印刷厚度检测仪设备绝对是焊接行业内重量级装备。

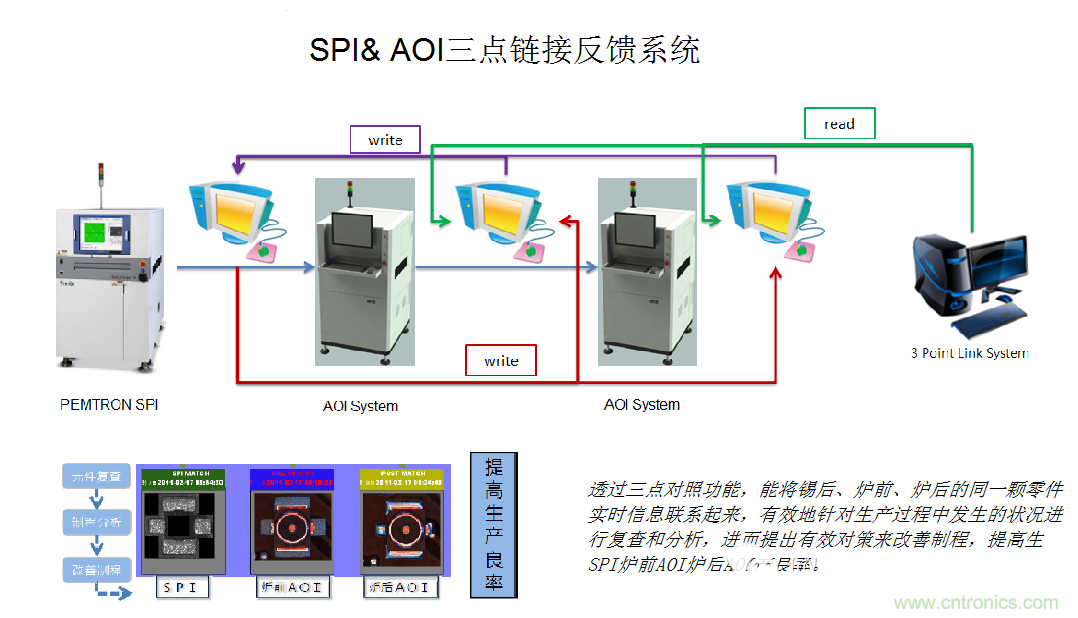
连线三点链接反馈;

本文转载自SMT設備與工藝技術論壇公众号。
推荐阅读:

