
【导读】压接是线束加工中一个重要的工序,在压接过程中,或会出现压接不良的情况。为什么压接不良? 是错料吗? 是压接工具问题吗? 看看以下一些压接过程中较常见发生的问题,你是否也曾遇见?
01压接高度
压接高度是芯线压接部分压接后的横截面高度,是判断压接是否良好的最重要特征。连接器制造商为端子设计的每种线缆尺寸提供压接高度。给定线缆的正确压接高度范围或公差可能小达 0.002"。对于如此严格的规格,验证压接设置过程是否正确对于良好压接是非常重要。
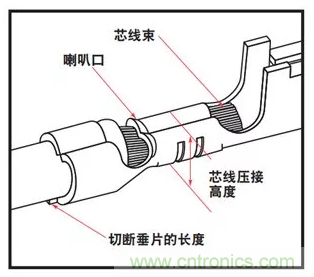
图1:芯线压接高度(图片来源:Molex)
压接高度过小或过大将无法提供规定的压接强度(对线缆端子的保持力),会降低线缆的拉拔力和额定电流,并且通常可能导致压接在非正常工作条件下性能降低。压接高度过小可能会压断芯线或使芯线压接位置的金属断裂。
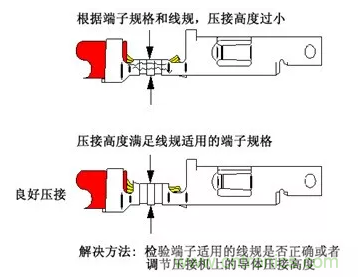
图2:压接高度过小(图片来源:Molex)
过大的压接高度也无法有效压接芯线,会形成压接区过大的无效空隙,使芯线和端子金属之间没有足够的紧接。
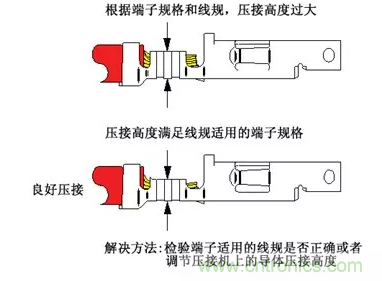
图3:压接高度过大(图片来源:Molex)
解决压接高度过小或过大方法很简单:可以尝试调节压接机上的导体压接高度。在首次使用压接机进行工作时,使用游标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。
如何测量芯线压接高度?
1. 设定好工具(游标卡尺如Wiha的41103,或 千分尺如TPI的3M201-NB)。
2. 建议压接至少5个样品。
3. 把千分尺平叶片测量头跨在芯线压接处的中间位置 (图 4) 。不要在芯线的喇叭口附近测量。
4. 旋转千分尺的刻度盘,直到测量头接触到最底部的径向表面。若使用卡尺,请勿测量压接处的凸起点。
5.记录压接高度读数。至少要记录5个压接高度读数,以确保工具设置的正确。至少要记录30个读数才能确定工具的压接能力。
6. 在整个压接操作期间,每压接250至500个端子就要检查一次压接高度。

图4:千分尺平叶片测量压接高度
02 绝缘压接区过小或过大
由于绝缘类型和厚度的多样性,连接器制造商一般不会提供绝缘层的压接高度。绝缘压接为导体压接区提供应力释放,这样在线缆弯曲时不会使芯线折断。过小的绝缘压接区会使绝缘压接区中的金属应力过大,削弱其应力释放功能。
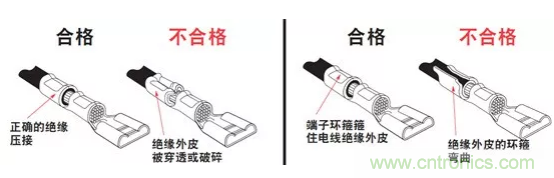
图5:合格和不合格的绝缘压接例子(图片来源:Molex)
大多数类型的压接工具可以独立于导体压接高度而调节绝缘压接高度。正确的调节使得端子夹紧绝缘层至少180度,并且不会刺穿绝缘层。
Digi-Key 提供不同压接工具, 看看以下视频有关资深工程师如何查找合适压接工具:
03 剥线长度过短
如果剥线长度过短,或者线缆没有完全插入导体指定的压接区,端接有机会不能达到规定的拉拔力, 因为线缆与端子之间的金属接触减少了。
解决方法很简单, 增大剥线设备的剥线长度至该端子的规定值。
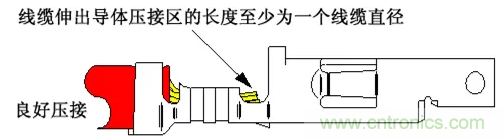
图6:剥线长度与良好压接(图片来源:Molex)
此外压接前,也要留意所用的线芯是否松散, 可点击这里了解一下
04 线缆插入过深
绝缘层向前过深地插入绝缘压接区,导体伸出至过渡区。在实际应用中,这可能引起压接失效。由于导体压接区中金属间接触减少,使得额定电流和线缆拉拔力降低。金属与塑料的接触没有金属间接触牢固,可能导致不导电。
如果线缆伸出至过渡区过深,插针端子的尖端碰撞上线缆,可能会阻止连接器完全就位,或者可能导致插针或插孔端子弯曲。
更严重是,即使端子在外壳内完全就位,但是会被推出外壳背部。要解决这个问题,确认没有使用过大的力将线缆插入压接机而使之越过压接机的线缆止口,或者调节线缆止口的位置使之正确地轴向定位已剥皮的线缆。
最佳压接
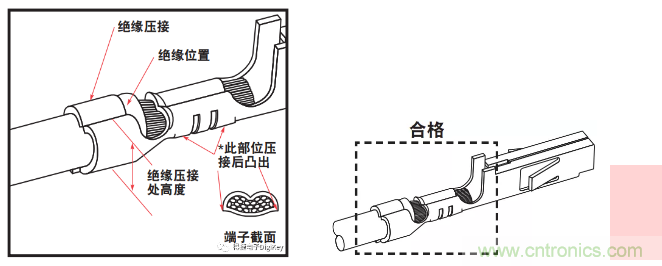
图7:最佳压接(图片来源:Molex)
尽管在压接过程中可能会遇到一些困难,但尝试如上图压接,应尽量减少或避免压接后凸出。凸出部位不得超过端子的底部。
总结:四个简单的压接准则
紧记以下四个简单的准则或可帮助连接器成功压接:
1. 根据您的应用需求选择合适的连接器;
2. 使用端子制造商指定的压接工具;
3. 正确调整和维护压接工具,使其处于良好的工作状态;
4. 定期更换置换金属的零件(例如,导体和绝缘冲头,砧座和接线刀)。
来源:得捷电子DigiKey,作者:Barley Li

